
Details
Assembled Roving For Spray Up
Assembled Roving For Spray Up is coated with asilane based sizing, mainly compatible with unsaturated polyester, vinyl esterresin and polyurethane resin and so on. It is mostly used to produce FRP boathulls, safe board, sanitary apparatus and swimming pools etc.
Product Feature
● Optimal resin consumption● Excellent choppability and dispersion
● Excellent strength of the composite products
● Fast and roll-out providing optimal air release
● Excellent hang-on(no sliding) to vertical surfaces
● Super fast wetout specifically designed for very short gel times
Specification
Glass Type
ECR
Sizing Type
Silane
Linear Density (Tex)
2400
Filament Diameter (μm)
13
Technical Paramenters
|
Linear density variatio(%) |
Moisture content(%) |
Loss on ignition(%) |
Tensile strength(N/tex) |
|
ISO1889
|
ISO3344
|
ISO1887
|
ISO3341
|
|
±5 |
≤0.10 |
1.00±0.15 |
120±20 |
Applications
Assembled Roving For Spray Up is chopped in a hand-held gun and fed into a spray of catalyzed resin directed at the mould. The deposited materials are left to cure under standard atmospheric conditions. It is mainly designed to produce Simple enclosures, lightly loaded structural panels, e.g. caravan bodies, truck fairings, bathtubs, shower trays, some small dinghies etc.
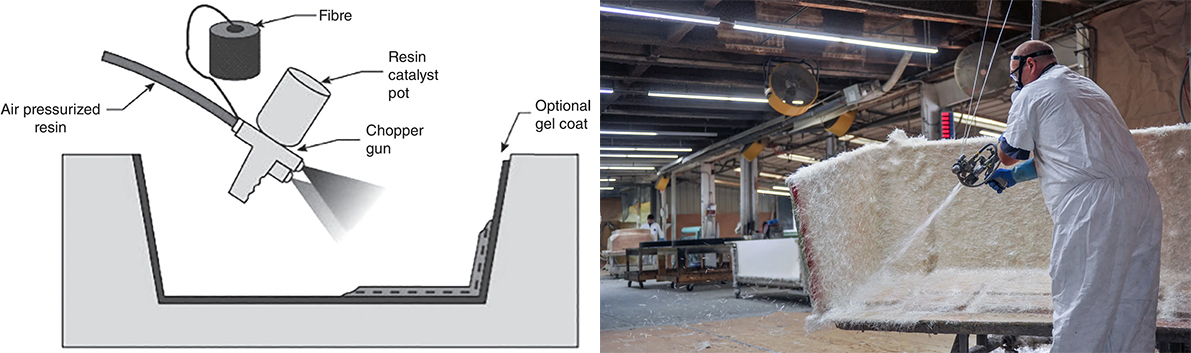
Assembled Roving For Spray Up Process

Packing Method
|
Average Coil Weigt—18Kg Inner coil diameter—80 mm Outer coil diameter—270 mm Bay height - 260 mm
|
 |
Number of coils in a layer — 12 Number of layers — 3 or 4 Net weight of the pallet is about 864 kg or 1125 kg Pallet dimensions — 112 x 112 x 95 cm or 112 x 112 x 12 cm (L x W x H) |
 |
Storage
The fiberglass products should be stored away from heat and moisture, and in their original packaging. The best conditions are: temperatures between -10 ºC and 35 ºC; humidity between 35 and 65 %. If the product is not stored under these specifications, it is advisable to condition it in the workshop for at least 24 hours before use, to prevent condensation.
To ensure safety and avoid damage to the product, the pallets should be stacked not more than three layers high. When the pallets are stacked in two or three layers, special care should be taken to correctly and smoothly move the upper pallet.



 Fabrics")



